共计 2972 个字符,预计需要花费 8 分钟才能阅读完成。
随着汽车工业的迅速发展和汽车轻量化的要求,铝、镁等合金压铸零件明显增加,为压铸业进一步发展提供了广阔前景。由于零件的轻量化需求,对合金材料性能、产品结构和过程设计和控制的要求更加严格。
各汽车厂对压铸件的要求越来越严格,对压铸件孔隙率的要求,一般为5%~10%,对某些零件的要求甚至到了3%。针对压铸件缺陷的检测方法和检测位置,可以在压铸机选择、模具设计和过程设计时,借助计算机模拟分析,进行试验研究,采用P-Q2软件等进行优化。
压铸件气孔、缩孔和渣孔缺陷发生在铸件内部,产生缺陷的原因不尽相同。为了消除缺陷,识别缺陷种类并分析其原因尤为关键,而检查零件的工具和方法将影响最终的判断。以下,笔者只讨论如何解决铝、镁合金压铸气孔问题。
1.气孔检查
对于压铸件气孔检查,须着重考虑几个位置:①有限元分析最大应力位置;②零件模拟分析卷气位置;③零件工作关键部位(如密封面等)。
一般压铸件可采用X光检查;发现缺陷后,切开零件进一步检查。在过程控制时,按ASTM E505等级2控制,关键部位应按ASTM E505等级1控制。
气孔一般表面比较光滑,呈圆形或椭圆形,有时孤立存在,有时簇集在一起。图1为压铸件气孔表面。
![[转]压铸件气孔分析及解决方案](https://www.ctrol.cn/wp-content/uploads/2017/09/010549gAA.jpg "[转]压铸件气孔分析及解决方案")
而缩孔和缩松形状不规则,表面色暗而不光滑,在显微镜和电镜下,可以发现缺陷位置存在枝晶结构,见图2。有时气孔和缩孔同时存在于同一个缺陷位置,要仔细观察。
2.气孔形成
2.1.氢气气孔
图3为氢气气孔。氢气气孔微小,形如针状,且均匀分布,零件表面加工后才能观察到。由于压铸件壁薄,金属液凝固速度快,有时氢气气孔肉眼难以观察到。水蒸气是氢气最主要的来源,可能来自炉气、熔炼工具、铝锭/回收件、油污染机加工屑和湿精炼剂等。
![[转]压铸件气孔分析及解决方案](https://www.ctrol.cn/wp-content/uploads/2017/09/010549mTu.jpg "[转]压铸件气孔分析及解决方案")
通常铝合金压铸采用旋转除气装置(见图4)。气体源一般使用氩气、氮气或氯气。在金属液中通入气体,通过转子切成大量微小气泡,由于气泡内外的浓度差,将氢气吸入气泡内,一起排出金属液外(见图5)。
![[转]压铸件气孔分析及解决方案](https://www.ctrol.cn/wp-content/uploads/2017/09/01054913X.jpg "[转]压铸件气孔分析及解决方案")
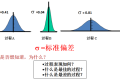
除气效果受设备、气体选择、除气转子速度和除气时间等因素的影响,通过检测除气后金属液密度来衡量。采集一定量的铝液倒入小坩埚内,放入减压室,在减压条件下凝固,分别在空气和水中称量,再按下式求得试样相对密度。
![[转]压铸件气孔分析及解决方案](https://www.ctrol.cn/wp-content/uploads/2017/09/010550pob.jpg "[转]压铸件气孔分析及解决方案")
式中,ρs为凝固试样的相对密度;ma为试样在空气中的质量,g;mw为试样在水中的质量,g。
2.2.卷气气孔
卷气气孔呈圆形,内部干净,表面比较光滑且具有光泽,卷气有时单独存在,有时簇集在一起。图6和图7分别为宏观和扫描电镜下卷气气孔特征。卷气一般发生在冲头系统、浇道系统和型腔内。
2.2.1 冲头系统卷气
在金属液从压室或鹅颈流到内浇口的过程中,很多空气会卷入。一般压铸工艺不可能改变紊流液体流动模式,但是可以通过改进给料系统,减少金属液到达内浇口的卷气量。
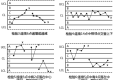
对于冷室压铸,应该考虑充满度,即浇入冷室压铸机的液态金属量占压室容量的比率。在设计过程参数时,充满度要大于50%,以70%~80%为宜。图8为某压铸件充满度与卷气量的关系图。
在压铸机选择和模具设计过程中,一般通过P-Q2软件计算(P为压力,Q为流量),选择合适的压室尺寸和充满度。在射筒尺寸确定后,要考虑从浇包到射筒的浇注速度。如果充满度小于50%,压室的上部空间大,金属液将会产生波浪,在冲头和模具之间往复运动。当冲头开始向前运动,形成冲头前面和射筒中部的反射波浪汇合,就会发生紊流和卷气。这样,使铸件气孔增加,同时还会引起压室内的液态金属激冷,对填充不利。
![[转]压铸件气孔分析及解决方案](https://www.ctrol.cn/wp-content/uploads/2017/09/010550pLU.jpg "[转]压铸件气孔分析及解决方案")
最佳解决办法是在金属波反射之前,冲头已开始运动,也就是说,冲头和初始波的方向相同,这可以大大减少卷气。另外,使用P-Q2软件选择较合理的设计参数,满足至少50%的充满度。
在产品开发和设计过程中,还应该考虑下面过程因素:①对于冷室压铸来讲,包括浇注速度、压射延迟时间、低压射加速、浇口速度、浇口至低速压射的切换点、低压射速度和快速压射起始点;②对于热室压铸来讲,包括低压射加速、低压射速度至快速压射的切换点。对上述参数适当调整和监控,尽量减少卷气程度。
2.2.2.浇道系统卷气与排气
金属液在64~160km/h速度下,一旦遇到浇道形状发生变化,冲力会使金属液产生漩涡,导致产生卷气气孔缺陷。
通过合理设计浇道形状来解决这种卷气,应保证金属液在整个充型过程中平稳,需要对浇道的曲线和尺寸合理选择。
2.2.3 型腔卷气
减少型腔卷气气孔缺陷,要确保排溢系统设计合理和排气通畅。图9为某压铸件排溢系统。排溢系统由溢流槽、排气槽和溢流道等部分组成。
排溢系统应保证排出金属液前端气体。通常使用Z型或扇形排气,深度浅而位于模具边缘,可以避免产生喷射。
溢流槽和排气槽一般设置在液态金属的最后填充位置,可通过模流分析确定该位置,同时保证足够的排气尺寸;分型面上的排气槽通常设置在溢流槽后端,以加强溢流和排气的效果。齿形排气道具有良好的排气效果,模具设计时,最好保证至少要有一个齿形排气道。
![[转]压铸件气孔分析及解决方案](https://www.ctrol.cn/wp-content/uploads/2017/09/010550PbS.jpg "[转]压铸件气孔分析及解决方案")
真空压铸将有助于解决此类问题。在金属液到达之前,真空系统已经开始运行。在作业标准中,应监控冲头从浇口到达真空阀的时间,一般应至少1s,有时需要调整低速压射起始位置。
在传统压铸中,使用溢流槽和排气系统,在内浇口处开始压力达到180kPa,最后填充处能达到400kPa;真空压铸时,采用真空通道和真空阀,在内浇口处开始压力达到20kPa,最后填充处能达到18kPa。通常,在真空条件下,型腔内的气体压力达到2~7kPa;而在无真空条件下,型腔内气体压力达到300kPa以上。因此,真空技术可以有效降低型腔内压力。
在工艺设计时,注意下面几点:①浇道系统避免出现方形转角,并保证浇道的表面光滑;②排溢系统应设计在最佳位置,保证通到模具边缘,排气面积足够和保证排气充分;③真空系统设置在关键表面和连接部分,避免泄漏和周围环境干扰;真空通道尺寸正确,特别是在型腔进口处;测量和监控型腔内的压力,如果超出监控范围,报警并自动报废零件;真空阀正常工作;定期清理真空系统。
2.2.4.模拟分析
压铸过程的模拟仿真技术,对铸件充型过程(流场)模拟,可以预测在射筒、浇道和型腔内卷气情况。铸造充型过程的数值模拟,可以帮助技术人员在铸造工艺阶段对铸件可能出现的各种卷气压力大小、部位和发生的时间予以有效的预测,从而优化铸造工艺设计,确保铸件的质量,缩短试制周期,降低生产成本。图10为某压铸件卷气模拟分析,实际气孔位置与模拟流场分析卷气位置符合。
当模具参数和过程参数设计改变时,应重新进行模拟分析并仔细评估,确保排溢系统有效工作。
![[转]压铸件气孔分析及解决方案](https://www.ctrol.cn/wp-content/uploads/2017/09/010551U0M.jpg "[转]压铸件气孔分析及解决方案")
2.3.水蒸气气孔
外观上水蒸气气孔一般呈现为圆形、灰色、暗淡、不平整和干燥鳞状特征,见图11。出现此特征应检查脱模剂喷涂和模具冷却水管泄漏状况。
![[转]压铸件气孔分析及解决方案](https://www.ctrol.cn/wp-content/uploads/2017/09/010551FYp.jpg "[转]压铸件气孔分析及解决方案")
当金属液在填充过程中遇到水时,会形成水蒸气。在水转化为水蒸气的过程中,会产生膨胀。在水滴的位置,会形成水蒸气气泡。气泡所占的空间大约是原水滴的1500倍。气体很难通过排溢系统排出,存在于金属某处,位置很难预测。
一般的水蒸气气孔大约98%来自压铸涂料。主要出现在以下压铸过程:①模具上喷涂过多的水基涂料,当模具开始闭合时,型腔内没有完全干燥;②水管泄漏;③水管连接螺纹处泄漏;④模具开裂,有水渗入;⑤在模具闭合时,模具上端的水滴流入型腔内;⑥水基液压液体残留在模具上。
文章来自:SQE供应商质量













 多乐士
通过摸索发现ssh拉取会报错,直接网页访问下载会报404错误,不知道原因;但是可以通过群晖CM注册表访问下载,其方法如下:
Container Manager-注册表-设置-新增-注册表名称随便写,注册表URL填你的加速地址,勾选信任的SSL自我签署证书,登录信息不填-应用-使用你的地址,这是注册表会显示了,在搜索栏中输入映像名称,搜索结果在每一页的最后一个,你需要划到最后一个进行下载,实测可正常下载安装。
以上供网友参考。
多乐士
通过摸索发现ssh拉取会报错,直接网页访问下载会报404错误,不知道原因;但是可以通过群晖CM注册表访问下载,其方法如下:
Container Manager-注册表-设置-新增-注册表名称随便写,注册表URL填你的加速地址,勾选信任的SSL自我签署证书,登录信息不填-应用-使用你的地址,这是注册表会显示了,在搜索栏中输入映像名称,搜索结果在每一页的最后一个,你需要划到最后一个进行下载,实测可正常下载安装。
以上供网友参考。
 辞了老衲
这个确实有帮助。
辞了老衲
这个确实有帮助。
 渋驀
当然任何时候都可以用curl命令和crontab来实现动态更新DDNS的ip地址:
1、安装crontab之后为root用户创建文件/var/spool/cron/root
2、创建并配置ddnsupdate.sh,放到/usr/bin/文件下,文件内容(以he.net为例):
Autodetect my IPv4/IPv6 address:
IPV4:curl -4 "http://dyn.example.com:password@dyn.dns.he.net/nic/update?hostname=dyn.example.com"
IPV6:curl -6 "http://dyn.example.com:password@dyn.dns.he.net/nic/update?hostname=dyn.example.com"
3、添加执行权限chomod +x /usr/bin/ddnsupdate.sh
4、编辑root用户的crontab:*/10 * * * * /usr/binddnsupdate.sh,每10分钟执行一次。好了,可以享受你的DDNS了
渋驀
当然任何时候都可以用curl命令和crontab来实现动态更新DDNS的ip地址:
1、安装crontab之后为root用户创建文件/var/spool/cron/root
2、创建并配置ddnsupdate.sh,放到/usr/bin/文件下,文件内容(以he.net为例):
Autodetect my IPv4/IPv6 address:
IPV4:curl -4 "http://dyn.example.com:password@dyn.dns.he.net/nic/update?hostname=dyn.example.com"
IPV6:curl -6 "http://dyn.example.com:password@dyn.dns.he.net/nic/update?hostname=dyn.example.com"
3、添加执行权限chomod +x /usr/bin/ddnsupdate.sh
4、编辑root用户的crontab:*/10 * * * * /usr/binddnsupdate.sh,每10分钟执行一次。好了,可以享受你的DDNS了
 21410
请问下载链接在那里?
21410
请问下载链接在那里?
 madkylin
不错,不错,谢谢分享了,好东西啊
madkylin
不错,不错,谢谢分享了,好东西啊 
 feilung
求方法
feilung
求方法
 zengsuyi
应该挺不错的
zengsuyi
应该挺不错的
 zise
看看是怎么操作的。。
zise
看看是怎么操作的。。