







文章搜索
猜您想看

5M1E分析方法:提升质量管理的利器
在现代企业管理中,质量管理是永恒的话题。如何通过系统的方法提升产品质量、工作效率和整体管理水平?5M1E分析方...

成长之路:思维模型
人生这个广阔舞台上,每个人都是自己成长故事的主角,每个人的成长轨迹都是独一无二的。从懵懂的新手到行业的绝顶高手...
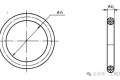
O形密封圈型式、沟槽设计及选用原则
O形密封圈是密封元件中应用得最早、最多、最普遍,简称O形圈或Oring。 O形密封圈结构示意 d1—O形密封圈...

5s这样做,能提升管理,更能强化意识!
对于工厂而言,因为目视管理与5S可培育员工自主管理的意识,达成强化企业体质的目的。 因此,可以说目视管理与5S...

VDA6.1 培训教材
文章来源:网络

改善工具丨人机作业分析法指导
定义 人机配合法(Man 一Machine Chart ) ,简称为“ 人机法” , 也称为人机操作分析。通过…
2025-06-28
2025-06-26
2025-06-26
2025-06-09

这个轻量免费的项目,看剧忒爽
想必大家肯定有这样的烦恼,现在想轻松看个电影、追个剧,真是太难了~~打开各种视频平台,不是要付费充会员,就是得…
2025-05-08
2025-05-08
2025-04-22
2025-04-22
2025-02-05

道家修心宝典《冰心诀》,全文仅114字,却字字珠玑,常读可清明心境、可消烦恼、可超世俗。
《冰心诀》出自道教经典《太上老君说常清静经》,是道家的一种修炼心法。其核心在于修炼内心,强调内心如冰般清澈、冷…
2025-01-06
2024-09-25
2024-09-24
2015-06-01
2014-08-25
放下,是治愈一切的良药
“人生有两大悲剧,一是没有得到你心爱的东西,另一是得到了你心爱的东西。”这是英国哲学家罗素在《幸福之路》中的一…
2025-05-24
2025-05-24
2025-05-24
2025-05-24
2025-05-24