共计 896 个字符,预计需要花费 3 分钟才能阅读完成。
1、在我们现有的管理过程中,我们经常会遇到有些具体指标总是不尽人意,存在许多需要改进的地方。那么在改进之前,我们就有必要知道我们的问题到底有多严重?目前的过程能力到底是多少?也就是说,在试图解决一个问题(改进)之前,首先需要深入了解问题现状及其过程能力。因此进行过程能力分析很有必要。
过程能力分析可以根据实际情况选择使用,如果暂时还不能计算,可以放在以后去解决。
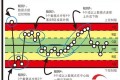
2、哪一个过程最佳?
")
")
")
")
上面三个图中,哪一个过程最佳?
你是否想知道,为什么?
过程表现如何?
什么是最佳的过程?
什么是最差的过程?
")
1、Cp-表示过程容差与自然容差的比值大小,用来衡量过程的能力。
")
")
2、计算过程能力的要求:
A、稳定过程;
B、数据分布类型——正态分布。
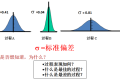
1、Cpk-表示当过程中心值偏移时,中心值与规格上下限之间的最短距离与1/2自然容差的比值大小。
")
")
2、计算过程能力的要求:
A、稳定过程;
B、数据分布类型——正态分布。
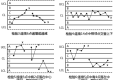
3、中心值无偏离时,Cpk= Cp
")
")
中心值无偏离时,Cpk= Cp
")
")
中心值偏离时, Cpk < Cp
1、例如:按照设计图纸的要求,某一机柜门板的长度要求是1.5±0.1图纸下发给供应商后,供应商试加工了32个样品,具体的数据如下,请衡量该供应商加工该门板的过程能力。
")
2、首先要判断是否为正态分布,若否,则须经转换为正态分布后方可使用Minitab求取Cpk。
")
A、数据是否正态根据P值来判断,如果P值大于0.05,数据符合正态分布;P值小于0.05,则数据是非正态的。
B、实际操作过程中,如果数据为非正态,只要数据的容量大于30个,我们也可以近视认为数据是符合正态分布的。
3、用Minitab软件计算CPK
")
")
")
")
")
")
")
")
说明:在上图Probability一栏中输入合格率,则Excel会自动计算出的长期的σ水平即:Zlt=1.9110;最后加上1.5 σ的补偿,得出短期的σ水平即: Zst=3.411。













 多乐士
通过摸索发现ssh拉取会报错,直接网页访问下载会报404错误,不知道原因;但是可以通过群晖CM注册表访问下载,其方法如下:
Container Manager-注册表-设置-新增-注册表名称随便写,注册表URL填你的加速地址,勾选信任的SSL自我签署证书,登录信息不填-应用-使用你的地址,这是注册表会显示了,在搜索栏中输入映像名称,搜索结果在每一页的最后一个,你需要划到最后一个进行下载,实测可正常下载安装。
以上供网友参考。
多乐士
通过摸索发现ssh拉取会报错,直接网页访问下载会报404错误,不知道原因;但是可以通过群晖CM注册表访问下载,其方法如下:
Container Manager-注册表-设置-新增-注册表名称随便写,注册表URL填你的加速地址,勾选信任的SSL自我签署证书,登录信息不填-应用-使用你的地址,这是注册表会显示了,在搜索栏中输入映像名称,搜索结果在每一页的最后一个,你需要划到最后一个进行下载,实测可正常下载安装。
以上供网友参考。
 辞了老衲
这个确实有帮助。
辞了老衲
这个确实有帮助。
 渋驀
当然任何时候都可以用curl命令和crontab来实现动态更新DDNS的ip地址:
1、安装crontab之后为root用户创建文件/var/spool/cron/root
2、创建并配置ddnsupdate.sh,放到/usr/bin/文件下,文件内容(以he.net为例):
Autodetect my IPv4/IPv6 address:
IPV4:curl -4 "http://dyn.example.com:password@dyn.dns.he.net/nic/update?hostname=dyn.example.com"
IPV6:curl -6 "http://dyn.example.com:password@dyn.dns.he.net/nic/update?hostname=dyn.example.com"
3、添加执行权限chomod +x /usr/bin/ddnsupdate.sh
4、编辑root用户的crontab:*/10 * * * * /usr/binddnsupdate.sh,每10分钟执行一次。好了,可以享受你的DDNS了
渋驀
当然任何时候都可以用curl命令和crontab来实现动态更新DDNS的ip地址:
1、安装crontab之后为root用户创建文件/var/spool/cron/root
2、创建并配置ddnsupdate.sh,放到/usr/bin/文件下,文件内容(以he.net为例):
Autodetect my IPv4/IPv6 address:
IPV4:curl -4 "http://dyn.example.com:password@dyn.dns.he.net/nic/update?hostname=dyn.example.com"
IPV6:curl -6 "http://dyn.example.com:password@dyn.dns.he.net/nic/update?hostname=dyn.example.com"
3、添加执行权限chomod +x /usr/bin/ddnsupdate.sh
4、编辑root用户的crontab:*/10 * * * * /usr/binddnsupdate.sh,每10分钟执行一次。好了,可以享受你的DDNS了
 21410
请问下载链接在那里?
21410
请问下载链接在那里?
 madkylin
不错,不错,谢谢分享了,好东西啊
madkylin
不错,不错,谢谢分享了,好东西啊 
 feilung
求方法
feilung
求方法
 zengsuyi
应该挺不错的
zengsuyi
应该挺不错的
 zise
看看是怎么操作的。。
zise
看看是怎么操作的。。